Key words: polyurethane; foaming material; noise; construction process
Abstract: the noise inside the car can be improved by using two-component polyurethane foam material to block the car body. The performance, construction equipment, construction technology and solutions to common problems of polyurethane foam material are introduced.
Introduction
NVH refers to noise, vibration and harshness, which is one of the most concerned issues of automobile manufacturers and parts enterprises, and also a comprehensive index to measure the quality of automobile manufacturing.
The quality of NVH performance directly affects the vehicle level, and improving NVH performance is very helpful to the improvement of vehicle level and taste. After finishing the painting of the car body, there is an inner cavity structure in the car body, which provides a channel for the vibration transmission of the car and provides conditions for the noise transmission into the passenger compartment. Therefore, such structure needs to be separated, closed and blocked. In order to reduce the noise level in the car, the new two-component polyurethane foam materials are widely used in the development of products and technologies. In this paper, we will introduce the research on the technology application of Dow Chemical two-component polyurethane foam material to block the noise transmission path of a Great Wall Motor's car body, so as to improve the noise in the car.
1. Performance index of two-component polyurethane foam material
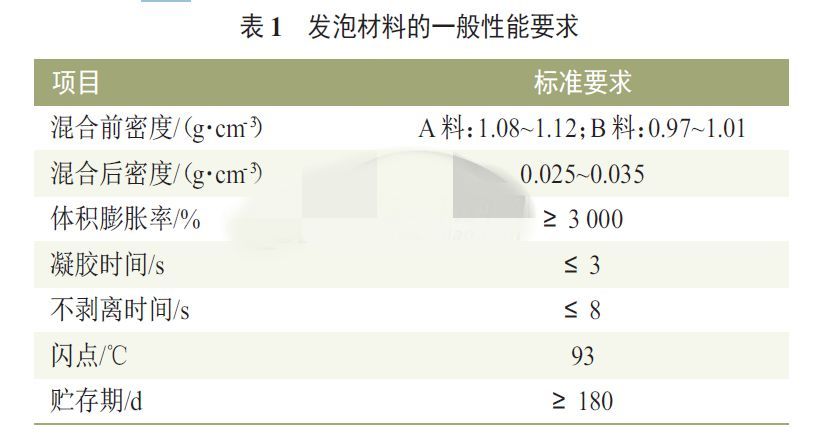
The two-component polyurethane foam material a and B can react and foam rapidly under certain mixing proportion. When it is applied to the side wall cavity sealing of the automobile, it can effectively block the air flow, inhibit the air transmission, and improve the sound insulation and noise reduction performance of the whole vehicle during the driving process. When blocking the channel, due to the internal structure of porous sound absorption, the two-component polyurethane foam material can greatly absorb and attenuate the acoustic energy. Compared with the traditional plywood, the acoustic pressure can be reduced by 3 ~ 5dB. See Table 1 for general performance indexes of foaming materials.
2 selection of glue injection equipment
The two-component polyurethane foam material is made of A, B2 components accurately measured, evenly mixed during spraying, and produced by complex chemical reactions and physical changes, which can be firmly adhered to the surface of the coated plastic. At present, two components are added into the two barrels of the spray equipment of gurek foam equipment purchased by our company. After the materials are heated, they are respectively delivered to the spray gun through the metering pump for mixing. Under the action of the hydraulic piston, the mixture is sprayed to the body cavity for foaming.
2.1 main technical parameters of equipment
1) The mixture ratio of agent a and agent B is 24:1, and the error is ≤ 2%.
2) The circulation temperature of a-agent muzzle is 66-88 ℃, and that of b-agent muzzle is 22-49 ℃.
3) The flow rate is 60 ~ 80g / s.
4) The wind speed of foaming chamber is 0.15m/s.
5) The foaming time of agent a and B is 2 ~ 3S.
2.2 equipment structure
1) The system can realize the functions of high and low level alarm, air beating protection, temperature control, high pressure protection, centralized feeding and so on.
2) The system can display the temperature and pressure in the pipeline in real time, which is convenient for personnel to confirm the status of equipment and foaming materials before spraying, and can realize automatic constant temperature.
3) Ensure that the two-component material is filled with the body cavity after reaction, effectively reducing the noise intrusion into the vehicle.
4) The whole system is equipped with grounding wire to prevent fire caused by static electricity.
5) A feeding pump is configured to transport materials a and B from the raw material barrel to the buffer tank at the line side. When the material surplus in the raw material barrel is less than the set value, the system will send an audible and visual alarm to remind the operator to replace the raw material barrel.
6) The system needs to ensure that materials a and B in the buffer tank are isolated with dry air to prevent the humid air in the environment from entering the tank.
7) All parts in contact with materials in the feeding module must be made of stainless steel and electropolished.
8) The pump outlet of each feeding module is equipped with double filters to ensure that the system can replace or clean the filter element without shutdown. The pipe diameter at both ends of the filter shall be consistent with the pipeline, and there shall be no installation of reducing diameter. At the same time, a pressure gauge with suitable range shall be installed at both ends of each filter to ensure that the differential pressure of the filter can be monitored.
9) 75L carbon steel buffer tank is prepared for material a, and 7.5L stainless steel buffer tank is prepared for material B. the buffer tank shall have good surface finish (RA ≤ 0.1mm) and corrosion resistance, and be equipped with observation port, liquid level gauge, etc. At the same time, it must have good air tightness, which can effectively prevent external dust, particles, moisture and air from entering.
10) Each outlet is equipped with a damping pressure gauge, which can master the material pressure in the branch pipe and return pipe at any time, so as to monitor the material flow in the pipeline.
11) Each spray gun shall be equipped with a gun washer, and the glue injection station shall be equipped with a touch screen operation station. Beside the station, there shall be a button operation station, including 4 model selection buttons (3 model buttons reserved) and corresponding alarm and reset buttons. The operator can select the model through the selection buttons.
3 foaming material construction process
3.1 process planning
1) Take SUV as an example, the height of glue injection hole shall not exceed the water cut position of the door, which is convenient for the personnel to operate on site. If necessary, ergonomic analysis shall be done in the early stage.
2) The glue injection time of one glue injection hole is about 15s, and the station layout is reasonably arranged according to the production rhythm of the workshop and the number of glue injection holes.
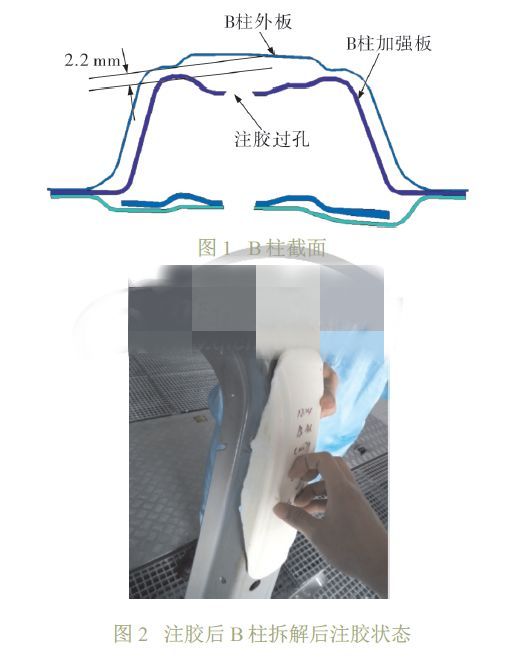
3) The inner and outer cavities need glue injection. The diameter of the glue injection through hole is designed as 22mm × 22mm square hole or φ 22mm circular hole. The glue injection through hole and the glue injection hole are concentric and cannot deviate. The gap between the outer cavity should not be too small, resulting in the filling is not full, and the general gap should be > 10 mm. For example, see Figure 1 for the section of the B-pillar cementing structure of a vehicle model, and Figure 2 for the status after glue injection.
4) One glue injection equipment shall be reserved to prevent the limit of beat after equipment failure. Address: Longzhen Avenue, Longshan Industrial Zone, Cixi, Ningbo Marketing Center: 1308, Yaojiang Xindu, Hongtang street, Jiangbei, Ningbo Tel: +860574-86501282-0 83096225 83096226 Web:http://zy-pigment.en.alibaba.com/
5) The distance between the glue supply room and the glue injection line body should be as close as possible to reduce the length of the main pipeline, that is, the pressure loss during the feeding process is small and the glue supply is smooth.
6) Air conditioning shall be designed for the glue supply room to ensure the temperature is 25 ~ 35 ℃.
7) A and B material tanks need to be filled with dry compressed air, and the dew point of the compressed air shall be less than - 40 ℃; if the compressed air in the workshop fails to meet the requirements, another dryer shall be added to ensure that the compressed air meets the dew point requirements.
3.2 on site process parameter control
1) Temperature control: the temperature of the glue supply room is set to 18 ~ 35 ℃; the temperature of the main pipe of material a is set to (38 ± 5) ℃, the temperature of the main pipe of material B is set to (25 ± 5) ℃; the temperature of material a heater is set to 82 ℃, the temperature of material B heater is set to 30 ℃; the temperature of material a side tank is set to 80 ℃, the temperature of material B side tank is set to 22 ~ 49 ℃; the temperature of material a gun is set to 74 ~ 82 ℃, and there is no sensor at material B gun Therefore, it is not necessary to set the temperature.
2) Compressed air pressure control: the compressed air pressure of the line side tank is 0.2 ~ 0.3MPa, which requires the line staff to conduct spot check before the line is opened.
3) Setting of glue injection parameters: in the ET stage, the side wall assembly is used to screw the single part after removal. Wax is applied to the position where glue injection is needed. The glue injection quantity of each cavity is repeatedly verified by the side wall part. After the model is mass produced, the glue injection parameters need to be measured. The error between the glue injection quantity and the actual measurement is set at ± 5%, and the measurement frequency is 1 time / shift.
4) Foaming rate: the volume expansion rate after foaming is 3000%, that is, the density after expansion is 0.025 ~ 0.035g/cm3, and the density after expansion needs to be measured regularly, with the frequency of once a month.
4 Comparison with traditional plywood
1) Two component polyurethane foaming: better filling effect of inner cavity, uniform and dense foaming, suitable for sealing various cavities of BIW, no need to use special mold for processing and manufacturing, the injection amount can be adjusted arbitrarily with the cavity shape and size, no design change cost caused by the change of body structure, the line body of mixed production line of various models is very suitable for this process, but the early equipment investment The cost is high.
2) Traditional plywood: it needs to be installed in welding, foamed after coating and baking, and it is easy to cause electrophoretic shielding and affect the thickness of electrophoretic film in the inner cavity of the car body after the plywood is installed in the inner cavity. The foaming effect will be greatly different due to the structure of the vehicle and the performance of the foaming material. The consistency of the noise reduction effect between the vehicles is poor. The plywood is designed according to the inner cavity structure of the vehicle body, which is not shared between different models. Therefore, each model needs to develop a special mold, which has a long cycle, high cost, and difficult process design. The core support of the plywood material is made of nylon, but it has a relatively high sound barrier performance Poor.
5 Analysis and removal of common defects
According to our company's on-site commissioning and application experience, generally, if the raw material supply is normal, the construction environment is normal, the equipment is maintained normally, and the process parameter setting is normal, the quality of spray styrofoam will be stable; if the on-site environmental conditions are bad, the storage period of raw materials is long (especially the water mixed in agent a), the equipment or process parameter setting is unreasonable, etc., it will produce such as automatic feeding The defects of difficulty, material clustering and low expansion coefficient of materials.
1) Feeding difficulty: if the temperature of the glue supply room is lower than 18 ℃, the viscosity of the material in the raw material barrel of agent a will increase, and the feed pump will not be able to add the material to the buffer tank, so the glue supply room needs to be equipped with air conditioner to prevent the feeding difficulty when the temperature is low in winter.
2) Material mixing: after the pressure of compressed air in tank a and B is relieved, the injection shall not be conducted under high pressure. After the pressure of tank a or B is relieved, the pressure is unbalanced, resulting in material mixing at the muzzle position. The foam of material a and B in the gun causes damage to the glue gun and cannot be used.
3) Low material expansion coefficient: if the buffer tank of material B is poorly sealed, due to the high moisture content in material B, if it is poorly sealed, the dry compressed air will take away the moisture, which will increase the content of solidified agent of material B, reduce the material expansion coefficient, and affect the foaming quality; because the temperature in the buffer tank of material a is high, 60 ~ 70 ℃, if the storage time of material a in the buffer tank exceeds 10 days, the material expansion coefficient will be Lower, the material in the tank needs to be discharged and new material added.
4) Abnormal discharge of glue gun: the first gun is not recovered after the vehicle model is changed. At this time, injection will cause the gun to discharge glue all the time, and the equipment must be shut down before stopping. For example: model 1 is equipped with 5 guns, model 2 is equipped with 2 guns. After the injection to the fourth gun in model 1 mode, directly switch model 2. At this time, the system injection signal is still at the fourth gun, but model 2 has no parameters of the fourth gun, so the gun will always glue out.
6 Conclusion
The ability to control the vehicle's motion noise directly reflects the level of vehicle quality control, which has been widely concerned in the industry. Cavity blocking is an important method to control the air transmission of noise in the vehicle, which can effectively improve the NVH performance of the vehicle. Among them, the design of cavity blocking position and the selection of blocking materials are very important to the cavity blocking effect.
We respect originality. The copyright of the materials with beautiful pictures belongs to the original author. Some articles cannot be contacted with the original author due to various reasons. If copyright issues are involved, please contact us and deal with them immediately.

Fax: +860574-86501283