Production of block polyurethane rigid foam

Block rigid foam is a large size foam block, with a cross-section mostly near the rectangle. It is used for cutting and making affirmative products. Therefore, block hard foams are blank. Production methods are divided into two types: intermittent and continuous. The manufacturing of rigid block foam must meet the following requirements: the size of the foam block is large; the foam section should be square or rectangular. In order to minimize the amount of cutting loss, the number of molds is less, which requires shorter curing time. The density change of each part of the block foam should be as small as possible.
The process of producing bulk hard foams by intermittent method is basically the following: polyols, foaming agents, catalysts and other raw materials are accurately measured and placed in a container before being mixed evenly. Finally, isocyanates are added to mix them immediately. The reaction materials are injected into the mold before reaching the milky white time, and then rigid foam plastics are obtained after chemical reaction and foaming. A small amount of low activity mixture can be mixed by hand with a simple dispensable mixer. However, when the material is more than 500g, it is better to mix it with a mechanical mixer. From the equipment supplier, many reasonably designed screw or turbine agitators can be obtained. Its selection depends on the number and viscosity of the foaming reaction mixture
Mixing is usually used in the production of bulk foam in batch process. The material must be stirred evenly before the mold is injected. The floating cover plate is often installed on the top of the mould. The weight of the floating cover plate is suitable, and it is enough to limit the foam upward. This process is only artificial investment. It is especially suitable for batch production operations where the formula is changed frequently or the viscosity of raw materials is relatively large or the raw material system needs to be filled. Raw materials are allowed to add a certain amount of solid powder or paste. This simple block process can provide about two foam per mold per hour, and each foam must remain at least 10 to 15min after the foam rises. In order to prevent the damage of the foam. The foam will be deformed if it is released too early. Usually, 3% to 5 of the amount of filling is guaranteed. Compared with free foaming, it is usually enough to get flat top block and even more homogeneous and anisotropic foam. The advantages of this method are less investment and greater flexibility. The disadvantage is that the raw material consumption is large and the raw materials left in the mixing container can not be recovered. Low labor productivity and high labor cost; manual operation of chemical raw materials has certain potential unsafe factors
(1) The mould with hinge is coated with wax release agent or lined with polyethylene film;
(2) pour into foam raw materials;
(3) foam is rising under the cover plate.
(4) foam is full of mold, floating cover on top, foam rectangular.
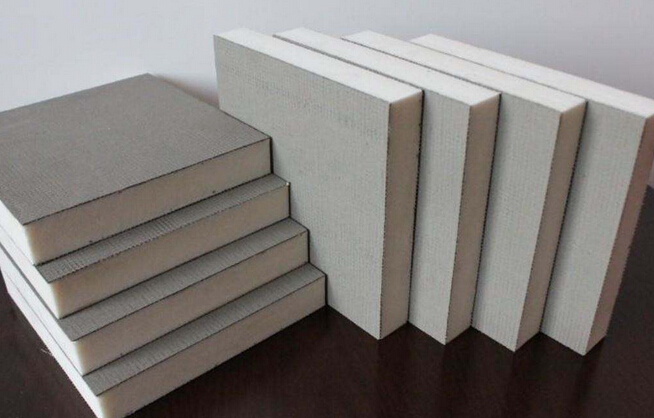
Intermittent floating cover type block hard foam method
To overcome the above shortcomings, it is necessary to use foam machine to mix and pour materials. High and low pressure foaming machines can be used. The reaction materials must be fully mixed and also poured into the mold before reaching the milky white time. After about ten minutes (depending on the reaction device), the mold is opened and the foam block is removed. Usually, the lump foam is cooked for a week before cutting. The reaction time is much shorter than that of batch mixing. Therefore, large foam plastics should be produced. If a high reactive material system is used, a large 82 output foam machine should be used. For example, if the density is 30kg/m3 rigid foam, the size of the mold is 2m * 1m * 1m, and about 66kg foam material is required. If these raw materials are to be injected into the mold in 20s, The volume of the foaming machine must reach 200kg/min., so the output required is very considerable. The smaller output foam machine can also produce bulk foam plastics, and can be injected into the mold with a mobile distribution pipe. The mold is slightly tilted. If this method is improved, the production of foam plastics with a cross-sectional area of 1m * 0.5m and several meters long will be produced. The output of the machine is about 50kg/min. This method is applicable to polyurethane and polyisocyanuric acid rigid foam, and the latter has shorter foaming time. The density of foam plastics can be adjusted in the range of 30 to 200kg/m3.
Production technology of block rigid foam plastics
The continuous method of producing block shaped hard foam is the most economical way of processing. This method is similar to the production of soft bulk foam. The principle and appearance of the foaming machine are similar to those of producing soft foam. After the mixture is uniform, the foam is continuously injected into the material tank surrounded by paper or polyethylene film. The material tank is placed on the transport belt and moves forward continuously. Most of the transport systems for continuous production of rigid foam block equipment, the side wall can move upward in the vertical direction. The side wall transport belt is driven synchronously and harmoniously with the transport belt moving in the horizontal direction. Some equipment side walls are fixed, However, the surface layer is tightly pressed on the vertical roller to reduce the resistance of the foam rising. The top is restricted by the top conveyor belt, and the foam can only rise to the height of the equipment adjustment to form flat top foam. An improved type is called planibloc flat top foaming device (also suitable for block hard foam). To produce high quality block hard foam, the raw material system has shorter white time and the rising time should be adjusted. The advantage of the raw material system with short time and non sticky time is that the production of rigid foam is fine and uniform, and the performance is better. The length of the conveyor belt is short and the fast curing foam can be cut to a certain length earlier.
Processing technology of block polyurethane rigid foam
Continuous processing is suitable for mass production of building plates, while intermittent processing is used for mass production of plates of various sizes and complex structures. The following manufacturing methods can be used
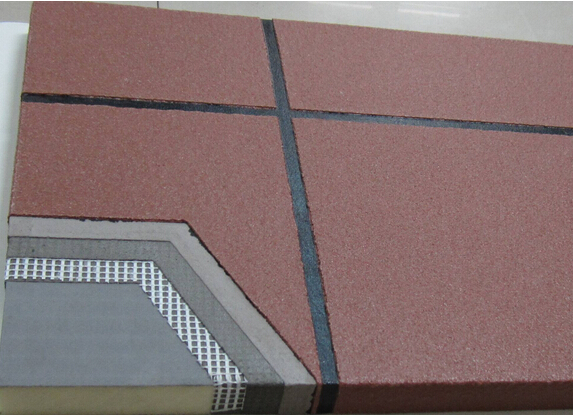
1. Cutting method
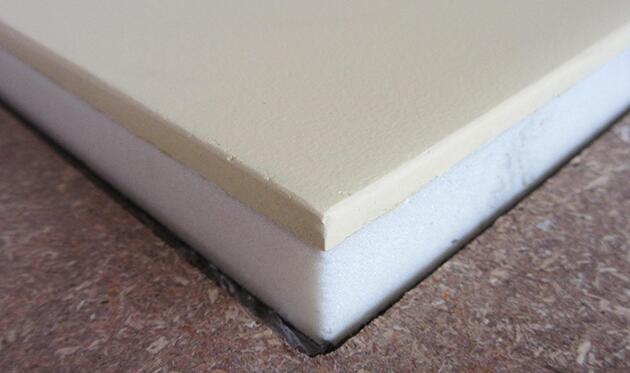
Through sawing or cutting -- the method used for wood processing is also applicable here: cut the foam block from the required size, and then coat the required surface layer, such as wood, plastic, particle board and fiberglass reinforced plastic board. The adhesive based on polyurethane, unsaturated polyester, epoxide tree, polyvinyl acetate, neoprene and so on is suitable, according to the type of adhesive used. When it is solidified, it is necessary to press or heat properly. After confirming that the selected solvents do not damage the foam and laminates, solvent adhesive can be used. The surface layer made of glass fiber reinforced plastics can also be laminated onto the foam layer. Any other process suitable for glass fiber reinforced plastics, such as artificial bonding, spraying and vacuum molding, This method is applicable. But we must pay attention to the effect of fast curing to limit the effect of styrene on foam. The advantage of this method is that the production of foam is very simple. The design and geometry of laminated materials are easy to change, and the smaller parts can be produced economically. The disadvantage of this method is that there are wastes in cutting blocks, and additional processes are added due to adhesion.
2. foam filling method
The reaction mixture is poured into the cavity to be filled, and when the reaction is to be solidified, the foam adheres to the surface layer. In some applications, special construction steps must be taken to ensure the good adhesion of the foam to the surface layer. The metal sheet must be coated with the underlying material that can increase adhesion strength and corrosion resistance. If there is a glass fiber to expose the surface on the side of the foam, Therefore, the artificially pressed glass fiber reinforced plastics can obtain excellent adhesion performance. The mechanically produced glass fiber reinforced plastics must
They must be coated or coated with adhesive. Particle boards, plasterboard and asbestos cement boards can be bonded with foam as long as there is no dust on the dry surface.
There are two methods of foam making plate in the field - layered castable method and injection method
When the layered castable foaming method is used, the reaction mixture is poured into each surface layer of the open end of the vertical mold. The dosage of the mixture must be weighed so that the thickness of each layer is not more than 20 ~ 25cm.. If the thickness of each layer is greater than this value, the strength and dimensional stability of the foam will be adversely affected. The interval of injection should be at least 2min. It is important to note that the uneven thickness of the first layer will affect the surface smoothness of the next layer. The advantage of this method is that the foam pressure is very small, so there is no need for expensive molds. As the reaction mixture is poured several times into the mold, Therefore, small and economical foaming machines can be used. Low foam density (about 38 kg/m3) can also be prepared. The disadvantage is that the epidermis formed between the two adjacent layers will cause uneven foam density. Because of the need to wait for the first layer to solidify the next layer, the processing speed is slower.
When the injection method is adopted, the surface layer and the prismatic layer are placed in the mold, and the reaction mixture must be accurately measured to ensure that the mold cavity is filled. The flow distance to be covered is also taken into account. For longer parts, in order to shorten the distance that the foam must flow, it is suggested that the mixing head be passed over the workpiece during casting and the parts can be divided into several sections. Then the section is foamed. The strength of the mold and fixture must be enough to withstand the foam pressure. This is mainly determined according to the "fill factor".
3. Packing
It is necessary to use a high wear resistant pump to mix thin or very fine filler in the reaction mixture. At present, the best paste in the field of hard foam is only the paste flame retardant in the production process. When the coarse material filler, such as the porous clay, foam glass and porous stone powder with a particle size between 10 and 30mm, is used, The mold cavity should be filled before the foaming part. Insert a 10mm diameter plastic pipe into the reaction mixture every 80 to 100cm. The foam will encounter very high flow resistance when it encased in the granular filler, thereby greatly improving the foam density. The amount of reaction mixture required is the same as that of non granular filler and the density of foam parts can reach as much as 60 kg/m3. The die should be designed to withstand (0.8 to 1.2) x 105 Pa pressure. These products are used as cover materials and prefabricated civil building components (polyurethane lightweight concrete).